Sheathed thermocouple assembly
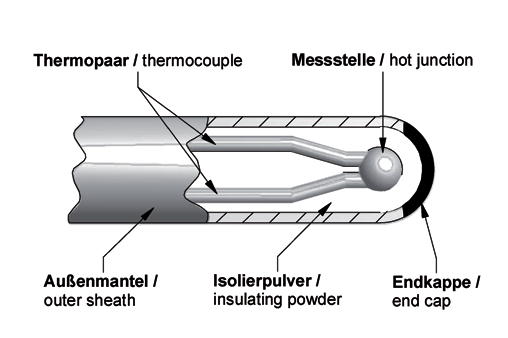
A sheathed cable consisting of a heat- and corrosion-resistant metal tube (sheathed tube) in which the thermocouples are surrounded on all sides by a highly compressed mineral insulating powder (e.g. MgO2) is used to manufacture a sheathed thermocouple assembly. The insulating powder isolates the thermocouple wires in the sheathed thermocouple assembly from each other and from the sheathed tube. The outer diameter of the sheathed tube of the sheathed thermocouple assembly can be 0.15 mm to 10.5 mm. Such sheathed cables for sheathed thermocouple assemblies are manufactured using special processes in which the entire material composite (sheathed tube, insulation and thermocouple wires) is drawn from an outside diameter of approx. 15 mm to 25 mm to the desired final diameter using suitable deformation steps (e.g. rolling and drawing with intermediate annealing) and wound in the form of cable rings. The geometry of the sheathed thermocouple assembly remains unchanged during this drawing process, i.e. the ratio between wall thickness and wall strength as well as the thickness of the insulation to the diameter of the thermocouple wires always remains the same. The sheathed material produced in this way is provided in the form of continuous goods, assembled according to customer requirements and processed as a sheathed thermocouple assembly. The thermocouples are welded together at one end (hot solder joint / measuring point) and, depending on the diameter, gas-tightly sealed again with a pastille of the same material as the sheath material and processed into a sheathed thermocouple assembly in accordance with IEC/EN 61515. The outer sheath materials are dealt with in more detail in the "Technical data" section. The thermoelectric voltages and limiting deviations of our sheathed thermocouple assemblies comply with DIN EN 60584-1. When processing mantle thermocouple material, it must be ensured that sufficient drying times are observed.
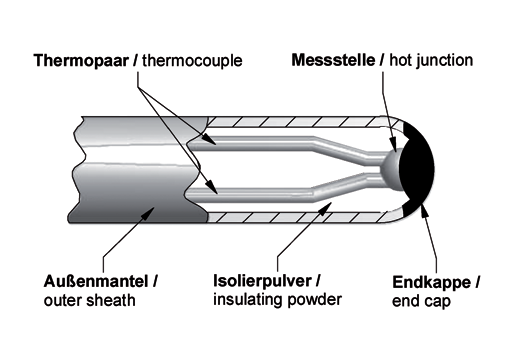
The sheathed thermocouple assembly can be manufactured both insulated and bottom-welded.
With the bottom-welded design, the sheathed thermocouple assembly has a faster response time.